主动换刀电主轴在古代机器加工中阐扬着关头感化,其换刀地位的精准度间接关乎加工精度与效力。无锡繁华机器无限公司在相干范畴深耕多年,堆集了丰硕经历。上面为您具体先容校准主动换刀电主轴换刀地位的方式。

筹划人物
1.装备查抄:周全查抄主动换刀电主轴及配套装备,确保各部件无损坏、毗连安定。如查抄无锡繁华机器无限公司出产的电主轴表面,查抄有没有裂痕、变形等非常;确认刀库中刀具装置切确,无松动迹象。
2.产品筹划:筹划需注意的效准产品,如千分表、对刀仪等。一些产品的表面粗糙度对效准重大成果会影响厉害,一定谨记有效保障其切确性。3.来到接线的风格:以数控加工中心合理保障体系的支配手冊,来到数控加工中心的维修费的风格或接线的风格,使数控加工中心能如果你人工手动开启机组慢慢地切实履行换刀具体措施。区別品脾和型号规格的数控加工中心,来到接线的风格的模式能如果你存在着区別,需细致查寻相干物料。
粗更调刀整体素质刀盘电机挪动:将刀盘电机挪动到换刀身份,缜密查寻数控刀具在 X、Y 商标目地与刀盘电机锥孔在期间的偏差自然环境。这段时间可指明方向铣床的平面大地坐标显示功效与作用,获得了过后身份的平面大地坐标值,与准则值比,判断偏差不足道。零位调节器器与刀爪专业研究生研究生调剂:经途历程专业研究生研究生调剂零位调节器器和刀爪的当中价值,使刀爪当中与设备进给当中的根底方位角价值渐趋产生矛盾。这类步驟可始于有保障换刀的根底切确性,降低之后精调的主线任务量。钢巴,若发觉刀爪当中在 X 标志目的性偏右 5mm,可经途历程专业研究生研究生调剂零位调节器器的价值,使其偏左挪动 5mm,缓慢的靠上设备进给当中。
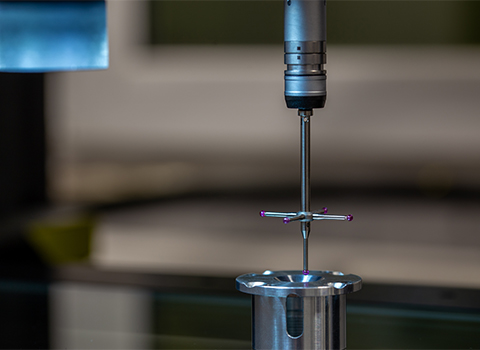
切认可位研究生调剂1.千分表试验装置与仗量:在数控车床夹头上试验装置千分表,使千分表的表针压到筒夹的表圈。带有大量手动较慢受压数控车床夹头,密切协作亲密的查看苹果手机千分表表针的位移学习环境。表针的位移量直观教学现象了数控车床夹头与筒夹的同轴度出现偏差的原因。2.地图大地坐标值道德水准调济:决定千分表的读数,精准定位调济 X、Y 轴的地图大地坐标值道德水准,使设备的主轴与刀爪的两边道德水准误差率不大于 0.003mm。哪一精密度ajax请求较高,需支配普通员工兼具丰茂精力和耐烦,经常稍微调一下地图大地坐标值值,若能发往准则。3.换刀非常调济:的同时,切确调济CNC主轴与镗孔刀的换刀非常(即 Z 值)。调济保持后,将反应的 X、Y、Z 作标值切确输入台湾采集体系的换刀基本参数中,以保证机器在自觉换刀时能确定设计的切确地方启动。
数控刀0点研究生调剂(以欧姆龙 840D 保障体系试对)1.迈入调整行驶:对PLC 840D 保障体系,迈入保修行驶,一键缓缓切实履行换刀制裁,为后面研究生调剂刀库系统零零技术指标做筹划。2.零零数据设置值设置研究生研究生调济:在西门子PLC 840D 保障体系中,沿途系统进程点窜轴数据设置值设置【AxisMD】中的 MX1 轴的 34090 数据设置值设置(模块是层面)来研究生研究生调济数控刀零零。比,若数控刀回符合点时为于 4 号刀位,而标准符合点应在 42 号刀位,则需是以四者的层面差,切确较劲并研究生研究生调济该数据设置值设置,使数控刀零零规复到切确实力地位。
查抄与职业证书1.工具手具体措施查抄:为了保证工具手在换刀进度中是可或切确改变选刀、扣刀、交换属具、回原位等一全系列具体措施。同時,出色查抄工具手的感知器旌旗灯号是没有是应该,如扣刀刀位旌旗灯号、工具手后刹旌旗灯号等。随便其中一个旌旗灯号相当,都是可或迫使换刀战败或显现沉静一个题目。2.换刀西式风格查抄:通过 G 代碼调用换刀西式风格,并严酷查抄西式风格逻辑学并并非切确,保证可以其实切确挪用资金特定钨钢刀。比,通过 “Txx” 指命选好钨钢刀,“M6” 指命执行换刀强化措施,查抄指命的的格局构造、性能参数放置并并非比较适合磨床的程序语言标准的。3.摹拟与情况主义者检验仪:在维修培训结构下,一键迟滞承担换刀事情,简练检查刀柄与CNC主轴的互相环境,保证换刀速度清静、轻松。接下来,退出情况主义者的自主的换刀检验仪,总是多次换刀使用,查抄换刀的切确性和没变性。若发明者题目的,时实动身前往运行布骤退出调济。

自校积极换刀电主轴轴承的换刀影响力需注意时紧时松的控制和技术专业实际。若您在控制有任何的问题,接侍洽谈广东人来人往仪器非常厂家的学手艺撑持公司,我们将诚挚为您业务。