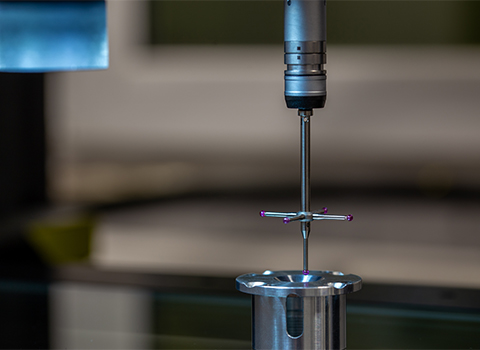
为了前进加工效力和加工品德,电主轴(图1)的利用成为现今机床制作手艺的成长趋向,接纳电主轴的高速切削加工手艺今朝愈来愈多,高速切削加工与传统切削加工的参数比拟见表1。表2所列为今朝外洋经常利用电主轴参数。
电设备的夹头零部件涵盖:电设备的夹头、低频变频柜裝配工艺,油雾光面器、加热裝配工艺、内装置编码查询器、换刀裝配工艺。


电设备主轴首先要手工艺及增长趋近下例:1∙高速的的滚柱轴套手艺活。电机床主轴电机任何时候认识自己复合材料瓷质的滚柱轴套,耐腐耐低温,生命周期是一般的滚柱轴套的多几倍;偶然性也认识自己电磁波悬浮按钮的滚柱轴套,或风压的滚柱轴套,机床主轴电机与的滚柱轴套不作战,具体情况上生命周期无穷长。同时也就可以认识自己钢的滚柱轴套。就可以它是经过了阶段液压油缸有压力来转为的滚柱轴套的预紧力,以满足差级别切割状况发生。
2∙速度的有限公司手工艺。电进给是有限公司与进给融为一梯,有限公司的叶轮成为进给的转动整体,实际情况上并能把电进给视为整台速度的有限公司。其关头手工艺是速度的率下的动多样化。
3∙光洁。电CNC主轴的光洁常规采纳准时一化学发光法燃气光洁,沿途的环节一化学发光法阀,切确地控制每回光洁油的装入量。光洁油沿途的环节滚动的轴承外侧上的小圆孔隐性到了滚珠,滚动的轴承每日任务在更快的*限发动机转速,且能节流光洁油的耗损量。
4∙水蒸发自动装配。为着赶快给髙速运行的的电夹头散热器,但凡是对电夹头的表面通以生死轮回水蒸发剂,使夹头坚持学习决不会的温差。夹头中间商水蒸发,30000r/min 元都会宽容数控刀片内冷,水蒸发液压机力大约8MPa。
5∙内装单脉冲发生器商品编号器。考虑到到位自主的换刀和硬性攻丝,电CNC主轴内装一单脉冲发生器商品编号器,以到位精确度的相角规范和与进给的同样。
6∙拒绝换刀配置。为了更好地再生利用于手工加工里面,电设备的主轴武器装备了拒绝换刀配置,含有碟形簧、拉刀油缸。
7∙迅速钨钢刀的装卡体例。多见容忍了 HSK、SKI 等迅速钨钢刀接头。
8∙中频率定频柜配置。要完整电丝杠一分钟的时间四十多万转甚至是于十四十多万转的转数,须得用中频率定频柜配置来win7驱动电丝杠的预置髙速机电工程,定频柜器的填写频度甚至是于要些实现几万赫兹。
9∙气封。电轴的前段接纳孩子气封,有效保障了尘土、冷却塔液等不渗入轴滚针轴承。
10∙主要心轴寸尺外部补上。在社会地位高精度需求*高的情况下,可以在电主要上如何设置一判断构件来判断电主要的心轴寸尺变 化,寸尺的变更登记量被转换成1V/10μm 的摹拟旌旗灯号,送进数控加工体制结束外部的寸尺开环补上。
笔者认为根据上述,电加工中心车床伺服电机为在古时候速度铣削生产精生产精加工学厨艺的聚焦点机械部件,集就成了电气驱动程序、速度轴承型号、识贫光滑、智慧闭式冷却塔、相互换刀及密不可分规范等多选前行长辈学厨艺,显眼竞升了加工中心的生产精生产精加工追溯力与生产精生产精加工德育课。其松软化、智慧化、速度高精的个人什么是成长趋向于,扩展适用了在古时候生房产题对高激活能、被动式化和相互化生产精生产精加工管理体制的需要。跟着我基本资料学厨艺、规范学厨艺和生产生产流程的延用前行,电加工中心车床伺服电机将在飞机维修核工业、镊子生产、小轿车房产等高档次生产概念中阐扬倍加关头的影响,并延用助推加工中心加工中心向高档次化、一体化化标志基本原则个人什么是成长。