
以后地位:168网开奖查询记录结果 >> 全数标签 > 高速电主轴
以后标签:高速路电数控车床主轴
高速电主轴为你具体先容
高速电主轴的分类,包含
高速电主轴下的一切网站扶植及优化的体例、技能、办事流程价钱。同时咱们还为您精选了
高速电主轴分类的行业资讯、价钱行情等,在天下地域取得用户好评,欲领会更多具体信息,请点击拜候!
-
高速电主轴的温度节制为甚么首要?
2025-10-16在机加工车间里,主轴的运转声是最熟习的旋律。它不停扭转,驱动刀具与金属磨擦,切削出滑腻的曲线与精准的尺寸。但是,埋没在那份高速扭转的面前,有一个常被轻忽却相当首要的敌手——温度。温度,对高速电主轴来讲,就像是心跳的节拍。掌控适当,它能让主轴耐久不变;若听任失控,它却能在无声中腐蚀精度、延长寿命。一、温度不是“热不热”的题目,而是“准不准”的底子良多人以为主轴升温是一般景象,究竟结果磨擦、切削、传动城市发生热量。但在高速电主轴范畴,温度回升并不只是一个“温馨度”题目,而是精度的隐形···
-
168网开奖查询记录结果:遴选高速电主轴要注重哪些参数?
2025-10-16在古代加工行业里,“速率”常常象征着效力,而“精度”则代表着品德。高速电主轴,恰是这二者之间的桥梁。它不只是一台设备的“心脏”,更是一条出产线可否不变高效运转的关头地点。可题目是,市场上高速电主轴的型号单一、参数庞杂,若何选,能力选得安心、用得随手?实在,遴选高速电主轴的进程,就像遴选一名靠得住的协作火伴——你不只要看它的“数据表现”,更要懂它的“性情脾性”。一、转速规模:不是越快越好,而是要“方才好”“高速”,是电主轴最背眼的标签。但真实的高速,不只是转速上的数字,更在于它能···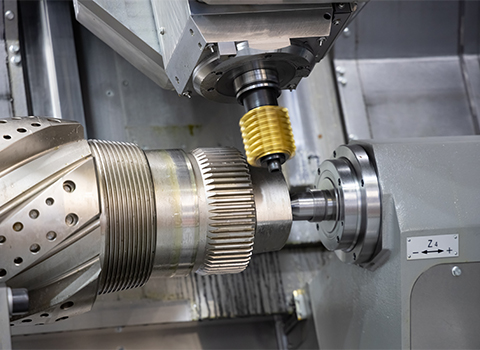
-
168网开奖查询记录结果:新型电主轴在加工效力上带来了哪些变更?
2025-06-22跟着制作业的不时进级,机床焦点部件——电主轴的手艺前进对加工效力的晋升起到了关头感化。新型电主轴在转速、精度、不变性等方面均有明显优化,为古代紧密加工供给了更高效的处理计划。无锡繁华机器无穷公司作为行业内的手艺**企业,不时鞭策电主轴手艺的立异,为客户供给更优质的加工休会。1. 转速晋升,加工效力明显进步传统机器主轴受限于传动规划,转速晋升空间无穷,而新型电主轴接纳间接驱动手艺,削减了中间传动关头,转速规模更广。无锡繁华机器无穷公司研发的高机能电主轴可完成更高转速,使切削速率···
-
高速电主轴的任务道理是甚么?
2025-05-24——兼论其机关与利用特征高速电主轴作为焦点部件之一,正慢慢成为机器加工出格是数控机床中的关头关头。本文将连系规划、道理及其运转特征,体系论述高速电主轴的任务道理。一、电主轴的根基界说与机关电主轴,望文生义,是将电念头与主轴合为一体的驱动体系。与传统机床中机电经由进程皮带或齿轮动员主轴扭转差别,电主轴接纳内置机电,间接驱动主轴扭转,从而省去了传动中间关头,使得规划更松散、传动效力更高。其首要构成包含:主轴体:凡是为高强度合金钢制成,具备杰出的刚性与静态不变性;内置机电:为互换同步或···
-
航空航天制作为甚么愈来愈依靠高速电主轴?
2025-05-22航空航天产业作为古代科技的前沿范畴,对加工设备的请求*为严苛。在浩繁关头手艺中,高速电主轴机能的存眷度延续爬升,成为晋升航空航天制作程度的首要冲破口。本文将深切阐发航空航天范畴出格正视高速电主轴机能的内涵缘由及实在际利用代价。一、资料特征驱动的机能须要航空航天零部件遍及接纳钛合金、低温合金等难加工资料,这些资料具备高强度、高硬度、耐低温等特征,传统加工体例面临诸多挑衅。高速电主轴经由进程进步转速和精度,能够或许有用处理这些资料的加工困难。比方,在航空发念头叶片加工中,高速电主轴可完成···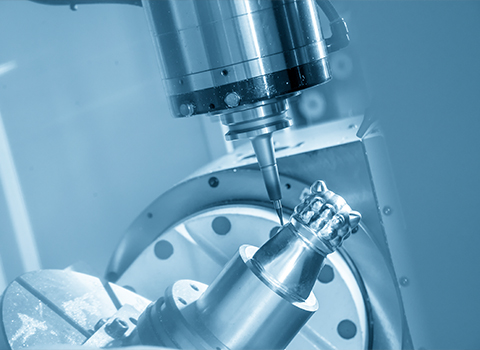
-
168网开奖查询记录结果:繁华机器高速电主轴:航空航天紧密加工的焦点能源引擎
2025-05-22航空航天零部件的制作品质,间接影响着飞翔器的全体机能表现和持久的运转宁静。作为高精度的机床焦点部件,繁华机器高速电主轴凭仗其出色的手艺机能和不变性,为航空航天范畴的关头零部件加工供给了微弱有用的撑持,成为古代高端制作设备中不可或缺的构成局部。高转速与高精度协同,知足严苛加工须要航空航天零部件凡是接纳高强度合金资料(如钛合金、低温合金等),这些资料硬度高、切削难度大,对加工设备的能源机能和精度提出了*高请求。繁华机器高速电主轴接纳进步前辈的动均衡手艺和紧密轴承体系,转速可达每分钟数···
-
电主轴与高速切削手艺:甚么是电主轴?
2025-05-22电主轴是比来几年在数控机床范畴呈现的将机床主轴与主轴电念头融为一 体的新手艺,它与直线机电手艺、高速刀具 手艺一路,将会把高速加工推向一个新时期 。电主轴是一套组件,它包含电主轴自身及其附件电主轴 、高频变频装配、油雾光滑器、冷却装配、内置编码器、换刀装配。电主轴所融会的手艺:(1)高速轴承手艺电主轴凡是接纳复合陶瓷轴承,耐磨耐热,寿命是传统轴承的几倍偶然也接纳电磁悬浮轴承或静压轴承,表里圈不打仗,实际上寿命无穷长。(2)高速电念头手艺电主轴是电念头与主轴融会在一路的产物,电···
-
168网开奖查询记录结果:电主轴与高速切削手艺:对高速加工
2025-05-22高速加工给人一 种印象 ,仿佛只能加工较软的资料 ,这是因为初期市道上能找到的高速刀具只能用于加工像铝 、塑料、铜等一类的资料 ,模具制作商就用HSC手艺来更快地加工紫铜或石墨电* 。跟着电子行业产物更新换代时候的延长和产物品种的不时变更 ,比方计较机、挪动德律风、 CD播放机、随身听等行业,疾速模具制作变得愈来愈首要。同时高速切削在另两个范畴也取得了普遍的利用,那便是航空与高速机车行业。飞机的骨架与机翼、高速机车的车箱骨架都须要切除大批的金属,从毛坯起头的切除量乃至能够到达···
-
模子考证及热影响身分尝试阐发
2025-05-211 高速电主轴尝试台电主轴温度丈量尝试体系,由高速电主轴尝试台、变频节制体系、冷却体系、温度丈量体系及转速丈量体系构成。高速电主轴尝试台接纳宁波达进鑫茂 GX0728-85B 型号作为尝试东西,外部接纳高速角打仗球轴承 B7002C,光滑体例为脂光滑,轴承预紧体例接纳碟簧定压预紧,初始预紧力为 248N,转变碟簧数目便可转变预紧力巨细。电主轴以水为冷却介质遏制冷却。变频节制体系接纳无锡中远 MF30-25G,开关头制。为了及时取得电主轴转速,接纳激光转速仪及时丈量。温度丈量系···
-
168网开奖查询记录结果:高速电主轴热特征模子
2025-05-211.电主轴热阻节点收集模子基于热阻实际,高速电主轴被别离为多少热节点,每一个节点代表对应点的温度,节点与节点之间经由进程热阻相毗连并且有热量通报。肆意两个节点之间的热阻界说为:R = ΔT/Q此中,ΔT 为节点之间的温差,Q 为节点之间的热量流量。对单个节点二维传热模子如图 2 所示,节点之间的稳态热均衡方程为:To-T1/Ro-1+To-T2/Ro-2+To-T3/Ro-3+To-T4/Ro-4=Qf此中,T0、T1、T2、T3和T4是节点温度,Qf是热源节点发烧量,Ro-1、···
-
168网开奖查询记录结果:高速切削加工中电主轴的利用
2025-05-19为了进步加工效力和加工品质,电主轴(图1)的利用成为现今机床制作手艺的成长趋向,接纳电主轴的高速切削加工手艺今朝愈来愈多,高速切削加工与传统切削加工的参数比拟见表1。表2所列为今朝外洋经常使用电主轴参数。电主轴组件包含:电主轴、高频变频装配,油雾光滑器、冷却装配、内置编码器、换刀装配。电主轴首要手艺及成长趋向以下:1∙高速轴承手艺。电主轴凡是接纳复合陶瓷轴承,耐磨耐热,寿命是传统轴承的几倍;偶然也接纳电磁悬浮轴承,或静压轴承,主轴与轴承不打仗,实际上寿命无穷长。也能够接纳钢轴承。···
-
高速电主轴手艺成长与国产化冲破途径研讨——以《中国制作2025》为背景
2025-05-18上世纪90年月,跟着高速加工手艺的迅猛成长,机床行业迎来了一场深入的变更。电主轴作为高速加工的焦点部件,凭仗其“零传动”的松散规划、高效力和高精度,敏捷代替了传统皮带轮和齿轮传动体系,成为汽车、船舶、航天、医疗等范畴高端制作的关头设备。但是,虽然我国在磨削用电主轴范畴已慢慢完成国产化,高端车铣削电主轴仍严峻依靠入口,手艺与国际**程度存在差异。面临《中国制作2025》对中高级数控机床自立化的火急须要,若何经由进程进步前辈设想体例冲破手艺瓶颈,成为国产电主轴成长的关头命题。环球电主轴技···
-
ISO规范7:24锥度刀具接口的规划特征与高速加工机能阐发
2025-05-17按照数控加工手艺向高速、高精度标的目的成长,刀具与主轴的毗连机能间接影响加工品质和效力。ISO规范7:24锥度刀具接口因其规划不变、装夹快速、互换性强等特色,在数控机床范畴取得普遍利用。本文环绕该接口的规划特色、力学机能及高速顺应性睁开阐发,切磋其在主动换刀体系中的优化设想标的目的,以晋升加工进程的靠得住性和精度。ISO规范的7:24刀具接口高速加工东西体系的根基功效是保障刀具在机床中的精确定位 ,同时通报加工所须要的活动和能源。为了完成其根基功效 ,东西体系要具备高动均衡精度 ,刀柄···
-
168网开奖查询记录结果:木料加工高速电主轴刀具夹紧与主动换刀手艺阐发
2025-05-17因为木料各向同性和导热性差的特色 ,要取得较好的加工外表品质只要经由进程刀具的高速切削,木料加工高速电主轴是完成木料高速加工的有用手腕 ,是进步出产效力和加工品质的有用方法 。高速加工手艺大大延长了木料铣削时候,使任务效力和外表加工品质大幅度进步。跟着铣削速率的进步,切削时候的不时延长 ,对调刀时候的请求也在慢慢进步,换刀的速率和品质己成为权衡高程度数控加工中间的一 项首要目标 。刀具的夹紧情势和主动换刀体系在电主轴 中长短常首要的,它的设想是不是公道 、加工品质的黑白将间接影响电···
-
木料加工高速电主轴的主动换刀体系设想之主动换刀进程的完成
2025-05-17主动换刀电主轴内装配 了地位检测传感器,能够检测拉杆的地位来检测有没有刀具夹持或刀具松开等刀具互换举措,还带有刀具掩护装配 ,在刀具偏置或加工过载时,旌旗灯号反应到节制器遏制电主轴举措,对刀 具遏制掩护 。地位检测传感器在电主轴内的规划情势如图下中标识所示,各地位传感器别离为:S1:主轴状况检测传感器,S2:刀具松开检测传感器 ,S3:刀具掩护传感器 ,S4:气缸前往检测传感器,经由进程传感器的状况检测把数字旌旗灯号传递给节制器 ,再经由进程节制器输入节制旌旗灯号节制电磁阀的举措完成主动换刀 。···







